| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 裕盛 |
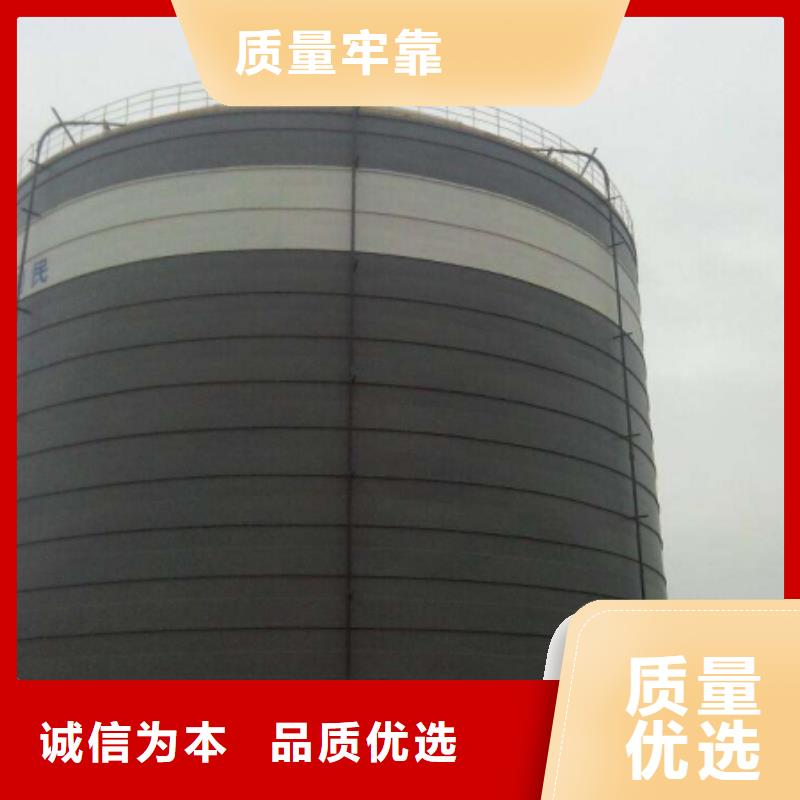
| 产品名称 | 钢板仓 |
| 销售范围 | 全国 |
| 产品用途 | 仓储设备 |
| 用途 | 物料储存 |
| 尺寸 | 可根据需求定制 |

今年政府工作报告中提出,对产能严重过剩行业,强化环保、能耗、技术等标准,清理各种优惠政策,消化一批存量,严控新上增量。今年要淘汰钢铁2700万吨、水泥4200万吨、平板玻璃3500万标准箱等落后产能,确保“十二五”淘汰落后产能任务提前一年完成,真正做到压下来,决不再反弹。按照“十二五规划”,淘汰落后产能明年是 一年,地方政府对这项工作投入力度较大,提前完成任务应该问题不大。
专家认为:水泥行业限产,以及环保高压,有助于进一步改善水泥行业供需。
钢板仓有利于物料储存
环保
节能
利润 化



钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式消除焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击消除焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击消除残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,消除焊接应力后将剩余焊缝焊完,锤击消除焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后消除焊接应力后方可进行第二遍焊接。

![[吉安]裕盛钢板仓有限公司名片](http://ypmimg.huaer.cc/UploadImg/2987/new_card.jpg "[吉安]裕盛钢板仓有限公司名片")